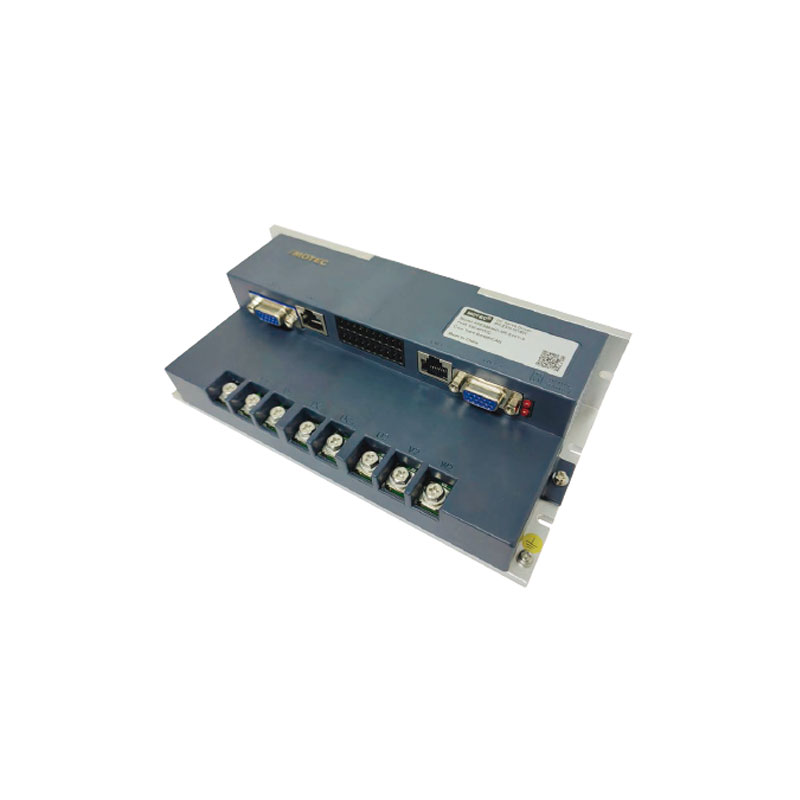
数控系统" alt="MOTEC的高端数控系统" width="673" height="286" style="width: 673px; height: 286px;"/>
数控系统" alt="MOTEC的高端数控系统" width="673" height="286" style="width: 673px; height: 286px;"/>一、我们认为什么是高端控制系统?
(1)控制系统具有开放式的体系结构,硬件、软件和总线规范是对外开放的。制造商和用户根据实际需要灵活配置控制系统,从而扩充所需功能,开发生产周期大大缩短。
(2)控制系统使用先进的软控制技术。以往的控制系统,都是由独立CPU进行运算。软控制技术是可以在Windows或Linux上进行实时运算,外部硬件只是接口,这种方式方便集成和扩展。
(3)控制系统具有网络化功能。控制系统可以连接到企业的内部网及因特网。用户可以进行远程控制和调试,制造商可以进行远程故障诊断及消除。控制系统接口能与MES系统相连,进行智能化信息管理生产。
(4)多通道多轴联动复合化加工。同一个控制系统能控制多种工序配合完成加工,如五轴联动加工中心,上下料、车、磨、钻等多种工序。
二、Control-mind的重要功能
这里介绍一些重要功能,其它一些常用控制系统功能也可以实现。
(1)软运动控制技术
Control-mind 控制系统,是使用基于 PC 机的软运动控制技术,运行在 Windows/Linux 下的实时运动控制系统。用户可以充分利用PC机的软硬件资源进行系统集成,开发成各种设备的控制系统。
优点:易于数据备份,二次开发,机床联网,远程调试、诊断,操作简单,易于学习和维护。
 数控系统" alt="MOTEC的高端数控系统" width="641" height="344" style="width: 641px; height: 344px;"/>
数控系统" alt="MOTEC的高端数控系统" width="641" height="344" style="width: 641px; height: 344px;"/>
(2)五轴联动控制
控制系统使用专用五轴联动算法,可以支持三种典型结构的机械设备。
①刀具回转型
旋转轴坐标运动全部集中于刀具侧,加工都由具有旋转和摆动功能的主轴头来完成。
②平台回转型
旋转轴坐标运动全部集中于工件侧,加工都由具有旋转和摆动功能的工作台来完成。
③混合型
此结构体的机台产品很多,应用也最普遍。旋转轴坐标运动各自分布于工作台与刀具侧。
优点:具有车、铣、镗、磨等多种功能的加工中心及复合机床。
(3)刀具中心点控制 (RTCP)
刀具中心点编程是依据物体表面的坐标值(X,Y,Z,) 及进刀方向(B,C) 来编程。编程方法与机床无关,这样程序就可以在不同机床上执行。运动时系统自动把物体表面刀尖方位(X,Y,Z,B,C)分解成各个轴的运动量,同时要保证运动高速、精确、平稳、低噪声。本系统最多可支持 8 轴 RTCP。

优点:提高机床的运动精度,简化数控编程,可用于控制多轴关节机器人。
(4)多通道控制
通道数表示的是一台控制系统可以处理的加工联动坐标系的数量。多通道系统中同一台机床可控制多个坐标系, 进行加工实现车铣复合或者复合车、铣、镗、钻、磨等控制,也可控制多台机床。每个通道都可单独控制,单独显示,操作 灵活方便。

优点:一套系统可控制复合机床,也可控制多台相同或不同的机床。
(5)CAD 功能识别
可以直接读取 DXF 格式的 CAD 文件,识别率相当高,普通图形和模板图形都能识别。此功能可以减少示教编程的麻烦,识别线、弧、圆等插补,钻孔功能。除了识别图形,还能对图形进行一些基础的编辑功能。

三、我们做过的一些应用
(1)铣床及加工中心设备
连续路径优化功能、五轴联动功能、多通道功能。

(2)钻床相关设备。
在线测量功能、专用钻孔命令、多头钻功能,CAD孔识别。

(3)打磨抛光相关设备。
五轴联动功能、CAD图形识别、无线示教功能、力控功能。

(4)喷涂喷砂相关设备。
多通道功能、单轴摆动功能、六轴联动功能。
(5)焊接相关设备。
焊缝跟踪功能、多通道功能、避障功能、多轴联动功能。